【粉尘在线监测】技术在TRT机组中的应用
2015-06-06 10:03:07 admin
【摘 要】 通过对TRT机组安全运行条件的调研,制系统·,对机组的运行起到很好的预报警作用。将高炉煤气粉尘在线监测技术应用于TRT 机组控
【关键词】 粉尘在线监测 光学技术摩擦电传感技术 电荷感应技术
一、粉尘在线监测仪应用的重要性和必要性
TRT机组的工艺介质是高炉煤气,其工作的原理是利用高炉煤气的压力能和热能通过煤气透平驱动机组进行发电,而高炉煤气含尘量很高,必须经过除尘处理才能使用。通常高炉煤气除尘有干法和湿法两种方式。高炉煤气粉尘含量的大小,对TRT机组叶片的安全运行有着至关重要的影响,通常TRT机组要求煤气的含尘量为<5mg/m ,含尘量过大将对TRT机组的叶片造成严重的磨损,严重影响机组的安全运行。而高炉煤气除尘器由于长时间的工作,将会出现布袋破损和除尘效果降低的现象,这样进入机组的高炉煤气含尘量超标,也就是说TRT机组由于布袋除尘器的长周期运转出现的不安全工况也将会随时发生,为了保证TRT机组的安全,必须及时了解高炉煤气的含尘量的大小,了解高炉煤气除尘器的工作状态,了解TRT机组的运行环境,及时判断TRT机组的工作状态,故在TRT机组控制系统中设置高炉煤气粉尘在线监测系统非常必要。
二、目前粉尘在线监测仪的几种方法
粉尘质量含量测量属气固两相流范畴,由于多相流固有的复杂性,使得其成为困难的测量领域。通过世界各国科学家不断地努力,传统上主要产生出两种测量技术:光学和摩擦电技术,但由于受技术的制约,测量结果受诸多因素影响,一直不能彻底满足实际的测量需要。光学技术产品由于其光学镜头易受污染,因此需要频繁的清洁维护,维护工作量大;测量结果也受粉尘颜色、温度变化等因素影响,并且不能测量低含量粉尘。摩擦电传感技术,利用粉尘和传感器探头等的摩擦产生出静电,来进行粉尘含量测量,是一种接触式测量方式。由于诸多因素,如:① 粉尘在探头表面的黏附、凝集、结露、水分、干燥。②腐蚀、高温、金属 E金属性。③粉尘流速、尺寸、分布等变化。它们均影响摩擦效果,导致对测量结果产生致命的影响,因而无法定量精确测量。并且安装调试、标定、维护都很困难,零点漂移严重。因此目前国际上,通常只用来进行定性粗略测量(而且必须工作在无以上因素影响的“理想”环境下)或简单地检测是否有粉尘出现,更无稳定、直接以mg/m 为单位的数据输出。由于传感原理所限,即使是美国、德国等发达国家的摩擦电产品,也无法彻底克服以上问题。也曾有公司采用摩擦电技术进行粉尘含量精确测量,由于必须增加探头吹扫装置和其他抗干扰措施,故测量系统显得庞杂而昂贵, 目前仍然没有完全克服全部影响因素,测量结果不可靠。美国菲特费尔升公司DMC70粉尘在线监测仪是目前全球最新技术产品,它采用专有的电荷感应技术进行粉尘质量含量测量,彻底解决了以往采用“光学”或“摩擦电”技术产品无法克服的困难,正在世界各地市场迅速淘汰以上技术产品。美国菲特费尔升公司的DMC70粉尘在线监测仪,采用非接触式“电荷感应”测量方式,如图所示
电荷感应:当微粒流过插入到管道或烟道的探头附近时,基于微粒内部电子(即电荷),小电信号在探头中被感应出来。数字信号处理器转换此感应信号,成为一个线性比例于微粒质量含量的绝对输出值。
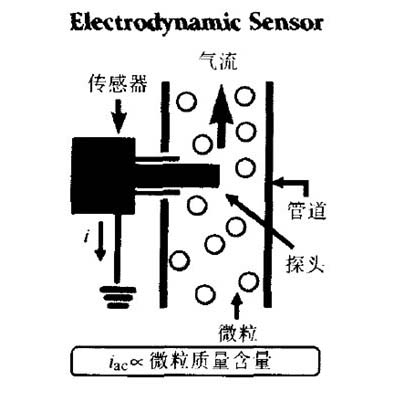
图非接触式电荷感应测量方式
其基于量子物理原理,即任何物质(如:粉尘)内部(微观上)均带有电荷(非常少,通常为皮安级)当粉尘通过传感器探头附近时,EM070C粉尘在线监测仪的“电荷感应”传感器探头,能根据通过其附近的(并不依赖粉尘和探头的接触)粉尘内部电荷大小和粉尘的分布情况,在传感器探头巾感应出电信号,此电信号和粉尘质量含量存在直接的数学关系:iac 质量含量。通过对此电信号进一一步放大、运算处理,从而精确测量出粉尘含量(Illg/Ill )。因此电荷感应技术测量结果不受探头表面黏附、凝集、结露、水分、干燥、粉尘流速、尺寸、分布等变化影响,并且无需维护。
三、电荷感应和摩擦电技术的比较
电荷感应技术与传统的摩擦静电检测技术相比,其最根本的不同点是:电荷感应技术是通过探头附近微粒内部电子(电荷),在探头中感应出相关电信号,是一种非接触式测量方式,且信号和微粒质量含量存在着直接对应关系;摩擦静电技术是通过微粒和探头等的碰撞摩擦,在探头内产生相关电信号,是接触式测量方式,且信号和微粒质量含量无直接的对应关系。由于摩擦静电技术依赖接触测量方式,无法在探头表面增加保护层以使微粒/气体和探头传感器芯之间隔离,导致测量值受微粒堆积、凝聚、结露、水分、干燥、微粒特性、微粒速度等众多因素影响,无法完成准确、可靠的测量,并且安装调试、标定、维护工作量大,故目前正逐渐被淘汰。而电荷感应技术由于是非接触式测量,完全避免了以上因素和其他因素影响,具有极大的先进性,并直接输出以PA(mg/m )为单位的测量值。电荷感应技术具有更高的分辨率和精度、可测更低的含量,可使用在潮湿或干燥的环境下,不受微粒特性、速度影响,不受探头上微粒堆积影响,不需现场标定和维护。与摩擦电技术主要特点和下表所示。
表 电荷感应和摩擦电技术主要特点对照
四、应用情况
根据对以上几种在线监测技术的比较,以及对其市i 、2OO5年第7期场占有率的调研分析, 目前全国最大的除尘设备厂的控制系统粉尘在线监测均采用这种电荷感应技术,通过对他们的十几年的使用情况和其最终用户的追踪调查和调研,普遍认为该产品技术含量高,运行稳定可靠,适用范围广。根据以上情况的分析,在TRT机组控制系统中增加高炉煤气粉尘在线监测功能,并且采用这种高技术含量的电荷感应技术,同时也与高炉煤气除尘器控制系统进行信号联系,将其重要的控制检测信号引入TRT机组控制系统进行报警,能够做到在TRT机组的运行过程及时地了解其上游设备地运行情况,对机组的运行起到很好的预警作用。该技术已在津西钢厂二合一TRT机组中进行了应用,将在以后不断的应用中改进完善。
对以上数据进行分析,可以得出1号、2号烧结机的生产基本是稳定的。同样的运行速度,不同的台车宽度使其产量产生差别,2号烧结机1 500ram的台车能够与1号烧结机1 400ram的台车以相同速度运行生产,这样就使得宽台车的边缘效应得以减弱,扩大的烧结面积发挥了作用,就使产量得到提高,带来可观效益。效益计算:改造后正常生产的实际月产量比改造前增加4%,约5 000t,年增产为:12月×5 ooot/)~=60 000t。
烧结矿的吨矿利润为:18元/t
年效益为18元/t×6O 000t=108万元。
投资回收期21万元/108万元/a×12月/a=2.3月,
只需2.3个月即可收回投资。对1号烧结机主抽烟风机进行了同样的改造,效果仍然不错。将该改造项目推广到山西长治钢厂的一号机组运行一年多,比D2500改D2800效果提高显著,又在另两台机组实行,现已付实施。通过以上事实证明圆弧加锥体圆弧逼近三元流动理论的设计方法确实可行,它的优点在于易实现性。应在推广应用过程中进一步证实完善这一方法,使该设计方法住风机叶轮设计中起到应有的作用。
【关键词】 粉尘在线监测 光学技术摩擦电传感技术 电荷感应技术
一、粉尘在线监测仪应用的重要性和必要性
TRT机组的工艺介质是高炉煤气,其工作的原理是利用高炉煤气的压力能和热能通过煤气透平驱动机组进行发电,而高炉煤气含尘量很高,必须经过除尘处理才能使用。通常高炉煤气除尘有干法和湿法两种方式。高炉煤气粉尘含量的大小,对TRT机组叶片的安全运行有着至关重要的影响,通常TRT机组要求煤气的含尘量为<5mg/m ,含尘量过大将对TRT机组的叶片造成严重的磨损,严重影响机组的安全运行。而高炉煤气除尘器由于长时间的工作,将会出现布袋破损和除尘效果降低的现象,这样进入机组的高炉煤气含尘量超标,也就是说TRT机组由于布袋除尘器的长周期运转出现的不安全工况也将会随时发生,为了保证TRT机组的安全,必须及时了解高炉煤气的含尘量的大小,了解高炉煤气除尘器的工作状态,了解TRT机组的运行环境,及时判断TRT机组的工作状态,故在TRT机组控制系统中设置高炉煤气粉尘在线监测系统非常必要。
二、目前粉尘在线监测仪的几种方法
粉尘质量含量测量属气固两相流范畴,由于多相流固有的复杂性,使得其成为困难的测量领域。通过世界各国科学家不断地努力,传统上主要产生出两种测量技术:光学和摩擦电技术,但由于受技术的制约,测量结果受诸多因素影响,一直不能彻底满足实际的测量需要。光学技术产品由于其光学镜头易受污染,因此需要频繁的清洁维护,维护工作量大;测量结果也受粉尘颜色、温度变化等因素影响,并且不能测量低含量粉尘。摩擦电传感技术,利用粉尘和传感器探头等的摩擦产生出静电,来进行粉尘含量测量,是一种接触式测量方式。由于诸多因素,如:① 粉尘在探头表面的黏附、凝集、结露、水分、干燥。②腐蚀、高温、金属 E金属性。③粉尘流速、尺寸、分布等变化。它们均影响摩擦效果,导致对测量结果产生致命的影响,因而无法定量精确测量。并且安装调试、标定、维护都很困难,零点漂移严重。因此目前国际上,通常只用来进行定性粗略测量(而且必须工作在无以上因素影响的“理想”环境下)或简单地检测是否有粉尘出现,更无稳定、直接以mg/m 为单位的数据输出。由于传感原理所限,即使是美国、德国等发达国家的摩擦电产品,也无法彻底克服以上问题。也曾有公司采用摩擦电技术进行粉尘含量精确测量,由于必须增加探头吹扫装置和其他抗干扰措施,故测量系统显得庞杂而昂贵, 目前仍然没有完全克服全部影响因素,测量结果不可靠。美国菲特费尔升公司DMC70粉尘在线监测仪是目前全球最新技术产品,它采用专有的电荷感应技术进行粉尘质量含量测量,彻底解决了以往采用“光学”或“摩擦电”技术产品无法克服的困难,正在世界各地市场迅速淘汰以上技术产品。美国菲特费尔升公司的DMC70粉尘在线监测仪,采用非接触式“电荷感应”测量方式,如图所示
电荷感应:当微粒流过插入到管道或烟道的探头附近时,基于微粒内部电子(即电荷),小电信号在探头中被感应出来。数字信号处理器转换此感应信号,成为一个线性比例于微粒质量含量的绝对输出值。
图非接触式电荷感应测量方式
其基于量子物理原理,即任何物质(如:粉尘)内部(微观上)均带有电荷(非常少,通常为皮安级)当粉尘通过传感器探头附近时,EM070C粉尘在线监测仪的“电荷感应”传感器探头,能根据通过其附近的(并不依赖粉尘和探头的接触)粉尘内部电荷大小和粉尘的分布情况,在传感器探头巾感应出电信号,此电信号和粉尘质量含量存在直接的数学关系:iac 质量含量。通过对此电信号进一一步放大、运算处理,从而精确测量出粉尘含量(Illg/Ill )。因此电荷感应技术测量结果不受探头表面黏附、凝集、结露、水分、干燥、粉尘流速、尺寸、分布等变化影响,并且无需维护。
三、电荷感应和摩擦电技术的比较
电荷感应技术与传统的摩擦静电检测技术相比,其最根本的不同点是:电荷感应技术是通过探头附近微粒内部电子(电荷),在探头中感应出相关电信号,是一种非接触式测量方式,且信号和微粒质量含量存在着直接对应关系;摩擦静电技术是通过微粒和探头等的碰撞摩擦,在探头内产生相关电信号,是接触式测量方式,且信号和微粒质量含量无直接的对应关系。由于摩擦静电技术依赖接触测量方式,无法在探头表面增加保护层以使微粒/气体和探头传感器芯之间隔离,导致测量值受微粒堆积、凝聚、结露、水分、干燥、微粒特性、微粒速度等众多因素影响,无法完成准确、可靠的测量,并且安装调试、标定、维护工作量大,故目前正逐渐被淘汰。而电荷感应技术由于是非接触式测量,完全避免了以上因素和其他因素影响,具有极大的先进性,并直接输出以PA(mg/m )为单位的测量值。电荷感应技术具有更高的分辨率和精度、可测更低的含量,可使用在潮湿或干燥的环境下,不受微粒特性、速度影响,不受探头上微粒堆积影响,不需现场标定和维护。与摩擦电技术主要特点和下表所示。
表 电荷感应和摩擦电技术主要特点对照
| 电荷感应和探头保护技术与摩擦静电传导技术主要特点对照 | ||
| 内容 | 电荷感应和探头保护 | 摩擦静电传导 |
| 探头 | 隔离保护 | 未隔离保护 |
| 测量方式 | 非接触(探头金属导电层不必和微粒直接接触) | 接触(探头金属导电层必须和微粒直接接触) |
| 探头电信号的产生 | 通过非接触感应方式。根据微粒电荷和微粒的分布情况直接在探头内感应出电信号。 | 通过微粒和探头金属层的接触撞击,将电荷传导到探头内产生电信号。 |
| 导电性微粒 | 可以测量 | 不可以测量 |
| 潮湿气体粉尘 | 可以测量 | 不可以测量 |
| 测量结果单位 | 精确连续测量质量含量,测量结果以pA(mg/m3)为单位、 4—20 mA连续输出信号。 | 通常只能定性粗略测量,不能测量出质量含量,无以mg/m3为单位的输出信号,只输出无测量单位的电压/电流/百分比信号(除非在现场进行等速取样法标定)。 |
| 线性 | 测量信号与质量含量直接线性关系 | 测量信号与质量含量非直接线性关系 |
| 分辨率 | 高 | 低 |
| 低含量测量 | 可以,可测低至0.1 mg/m3的含量。 | 不可以 |
| 对脉冲喷吹布袋除尘系统 | 可同时测量和解析出粉尘含量基数值(波谷值)、尖峰值(波峰值)。 | 无法同时测量和解析出粉尘含量基数值(波谷值)、尖峰值(波峰值)。 |
| 低含量测量 | 可以,可测低至0.1 mg/m3的含量。 | 不可以 |
| 零点漂移 | 没有 | 十分严重 | |
| 影响 | 完全不受右表格内因素影响 | 探头受: 粘附、堆积;湿气体、凝集、结露、干燥;导电性粉尘;腐蚀; 高温、高压;粉尘速度、尺寸、分布;震动等因素导致的短路或其它影响。 |
|
| 报警值设定 | 直接以mg/m3为单位任意设定报警值(如设定10 mg/m3报警) | 不能以mg/m3为单位设置报警值 | |
| 报警 | 满足美国EPA(美国环保暑)法规要求的基数值和峰值两级报警。无误报警、漏报警。 | 无美国EPA(美国环保暑)法规要求的基数值和峰值两级报警。经常误报警、漏报警。 | |
| 探头设计 | 无源设计 | 有源设计 | |
| 探头吹扫 | 不需要 | 一般均需要 | |
| 信号接地 | 不需要专门接地 | 需要专门接地 | |
| 探头防爆 | 本安防爆 | 非防爆 | |
| 维护 | 免维护 | 需要 | |
| 损耗 | 没有 | 有 | |
| 备品备件 | 不需要 | 需要 | |
| 安装地点 | 无特殊要求 | 有直管段等特殊要求 | |
| 技术前景 | 最新技术 | 淘汰技术 | |
| 两种技术的简单判断办法(推荐给用户鉴别用) | |||
| 探头表面是否有厚实隔离保护层 | 有,完全隔离。 | 没有或只有薄涂覆层,没有完全隔离。 | |
| 是否需要吹扫? | 不需要 | 需要 | |
| 是否需要维护? | 免维护 | 需要维护 | |
| 是否有接地和安装条件(如直管段)要求 | 没有 | 有且必须。 | |
| 是否能用于潮湿气体? | 可以 | 不可以 | |
| 是否能用于金属性粉尘? | 可以 | 不可以 | |
| 探头是否本安防爆? | 是 | 不是 | |
四、应用情况
根据对以上几种在线监测技术的比较,以及对其市i 、2OO5年第7期场占有率的调研分析, 目前全国最大的除尘设备厂的控制系统粉尘在线监测均采用这种电荷感应技术,通过对他们的十几年的使用情况和其最终用户的追踪调查和调研,普遍认为该产品技术含量高,运行稳定可靠,适用范围广。根据以上情况的分析,在TRT机组控制系统中增加高炉煤气粉尘在线监测功能,并且采用这种高技术含量的电荷感应技术,同时也与高炉煤气除尘器控制系统进行信号联系,将其重要的控制检测信号引入TRT机组控制系统进行报警,能够做到在TRT机组的运行过程及时地了解其上游设备地运行情况,对机组的运行起到很好的预警作用。该技术已在津西钢厂二合一TRT机组中进行了应用,将在以后不断的应用中改进完善。
对以上数据进行分析,可以得出1号、2号烧结机的生产基本是稳定的。同样的运行速度,不同的台车宽度使其产量产生差别,2号烧结机1 500ram的台车能够与1号烧结机1 400ram的台车以相同速度运行生产,这样就使得宽台车的边缘效应得以减弱,扩大的烧结面积发挥了作用,就使产量得到提高,带来可观效益。效益计算:改造后正常生产的实际月产量比改造前增加4%,约5 000t,年增产为:12月×5 ooot/)~=60 000t。
烧结矿的吨矿利润为:18元/t
年效益为18元/t×6O 000t=108万元。
投资回收期21万元/108万元/a×12月/a=2.3月,
只需2.3个月即可收回投资。对1号烧结机主抽烟风机进行了同样的改造,效果仍然不错。将该改造项目推广到山西长治钢厂的一号机组运行一年多,比D2500改D2800效果提高显著,又在另两台机组实行,现已付实施。通过以上事实证明圆弧加锥体圆弧逼近三元流动理论的设计方法确实可行,它的优点在于易实现性。应在推广应用过程中进一步证实完善这一方法,使该设计方法住风机叶轮设计中起到应有的作用。
产品中心
帮助与支持
联系方式
- 地址:深圳市宝安区新桥街道万丰商业街86号
- 18823841006
- 13427971485
- 380842205@qq.com
- https://www.fenchenyi.com